|
||||||||||||||||||||||

FAF Facile à Fabriquer, Facile à Financer(Easy to build, easy to fund) |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
FAF - facile à fabriquer - easy to build - facile à financer - easy to fund. This was the ethos behind the FAF V.E.P., a range of cars based on the 2CV platform and intended for assembly in third world countries thereby reducing those countries' dependence on the developed nations and assisting in economic growth. It was thus Citroën's "official" response to the Baby Brousse which was originally developed by an independent entrepreneur in Côte-d'Ivoire. Citroën International developed the V.E.P. range of vehicles specifically for assembly in countries without a high tech industrial infrastructure. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
The FAF was designed to ensure that at least 50% of the vehicle was of local manufacture; specifically the bodywork, chassis seating and electrical wiring. This had the advantage of reducing import duties and of providing local employment. Citroën International claimed that the manufacture of the V.E.P. was not a matter of assembling largely imported components but of creating a national automobile manufacturing industry. The FAF was an update of the Baby Brousse design and was based on the 2CV mechanics, viz. the air-cooled, flat twin engine, front wheel drive and interconnected, horizontal coil spring suspension, all ideally suited to the extreme conditions to be found in its target markets. |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
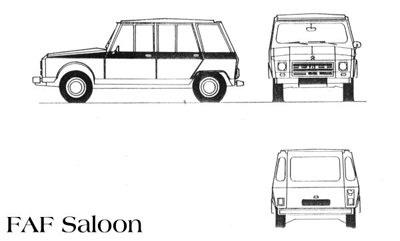
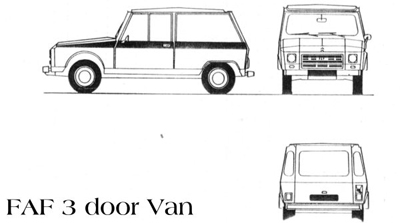
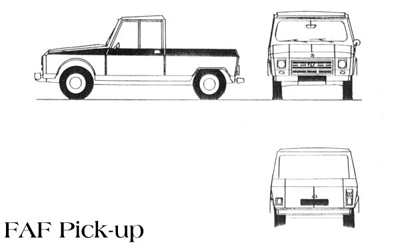
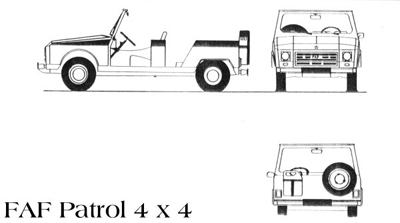
Six bodywork styles were proposed:
The bodywork manufacture did not require expensive presses since it comprised mainly flat, sheet steel panels which were cut and folded using a mixture of folding presses and folding by hand. Unlike the Baby Brousse's body which was bolted together, assembly of the panels was by spot welding and once assembled, the body and doors were painted by hand. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
The seats, interior trim and seat frames were made locally and again were largely done manually. Electrical wiring harnesses were also manufactured manually on site. Total assembly time per vehicle was in the region of 163 hours - 146 hours for the body and 17 hours for the chassis. |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
Citroën International provided plans for the construction of a factory which, in order to produce 500 vehicles per year would require 2 ha. of land; the factory building itself occupying 2 500 m2. Tooling was specifically intended to require minimum capital outlay and comprised:
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
The FAF project ran from 1973 until 1979 with assembly initially taking place in Mangualde in Portugal and ending in Guinée Bissau in Africa. A vehicle similar to the FAF was also built in Greece (there were two versions, one resembling the Baby Brousse and the other the FAF and confusingly, both were called Pony. A not dissimilar concept was the British Africar project. Click here to see a photocopy of the original (French) factory documentation (PDF file 5 mB) |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Announcement in 1978 of FAF project in le Double Chevron 54 below |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| © Julian Marsh 2000-2013 / le
Double Chevron 1978 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||

